この回では、センサとPLC、タッチパネルとの接続・使用方法について記載していきます。
PLCとの接続
Ethenetを使って、PLCとセンサを接続する方法についてみていきます。
今回は下記の機器(キーエンス)を使用します。
- KV-N40AT(PLCユニット)
- IG-1000(センサアンプ)
- IG-028 (レーザセンサ)
- DL-EP1(Ethenet/IP通信ユニット)
KV-N40とDL-EP1を
1. データの読み出し
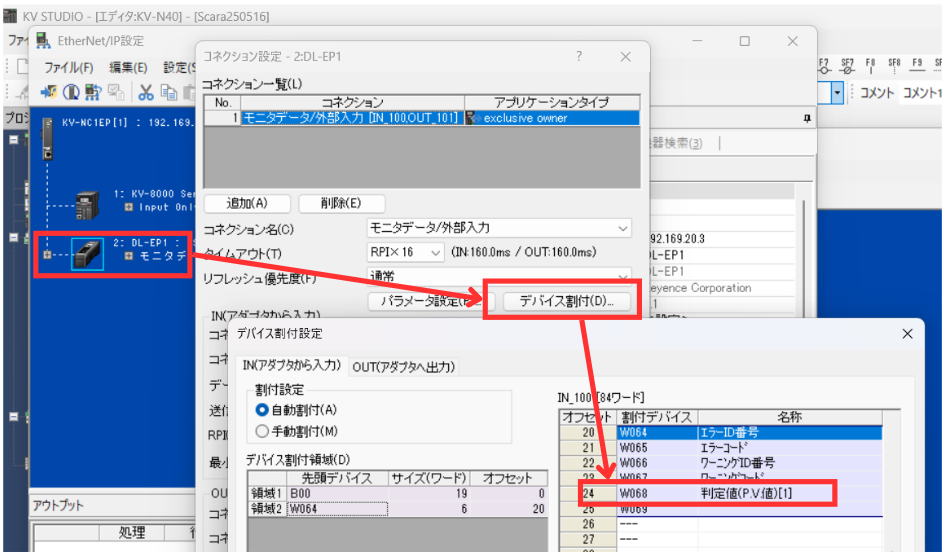
接続したセンサーの数値をPLC側で読み出してみましょう。PLC側のデバイス設定を確認すると判定値(P.V.値)※の割付デバイスがW068(下記参照)になっているのでその値をDM200に書き出してみます。(※)サンプリング期間中に最大となった内部測定値(R.V.値)を判定値(P.V. 値)としてホールドした値を使用します
DL-EP1側の判定値のデータタイプはDINT(符号あり32bit整数)なのでMOV命令にサフィックス(.L)を設定します。その場合は下記のようなラダー図になります。

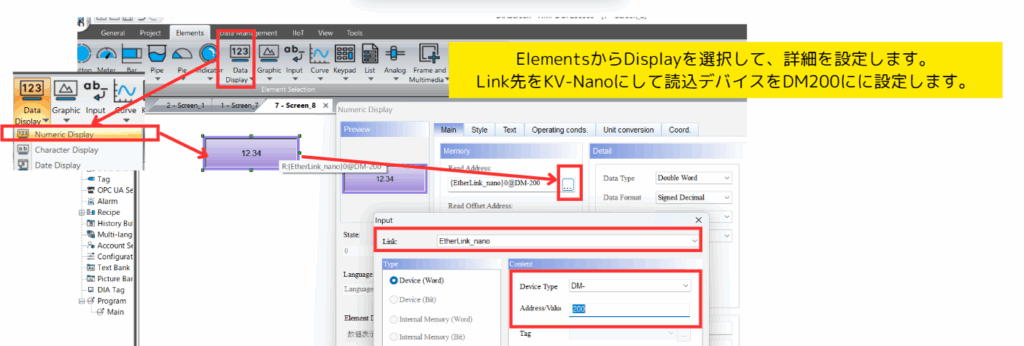
次に、この値をタッチパネルでも確認できるようにしてきます。使用するタッチパネルはDOP-107です。編集ソフトよりタッチパネル上に数値ディスプレイを表示させます。
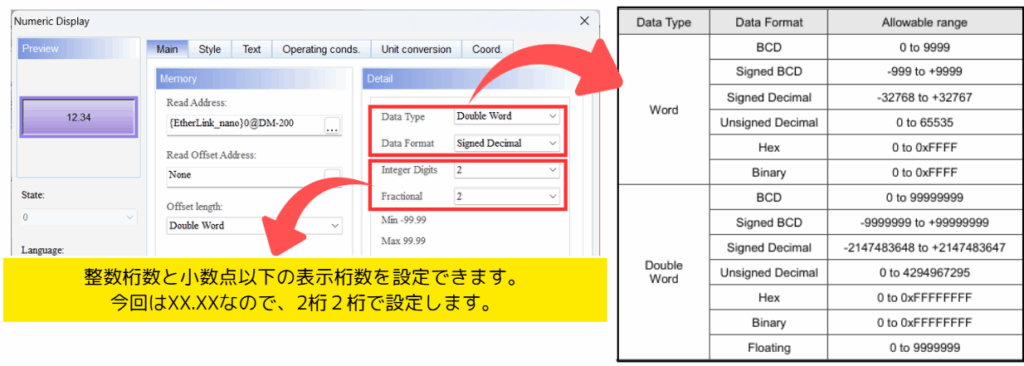
詳細設定にて、データのタイプを選択します。32bitの符号ありなので、DoublewordのSignedDecimalを設定し、少数点以下の桁表示を入力していきます。
2. データの活用について
今回はこのレーザセンサを使って、センサー内を物体が通過したときの高さの平均値を算出したいと思います。平均値を算出するために必要な①物体の通過回数と②合計値(ピークホールド値の合算)の求め方についてみてきます。
2.1 回数の算出方法
物体が通過するたびに測定される内部測定値を読込ます。今回はIG-1000のパラメータを読み込むのでSPRD命令を使っていきます。内部測定値のパラメータ番号は806なので、ユニット番号1のKV-NC1EPに接続されているノード番号2のDL-EP1のスロット番号1のIG-1000のパラメータ番号806の内容を読み出しDM300以降に格納するという命令分を入力します。
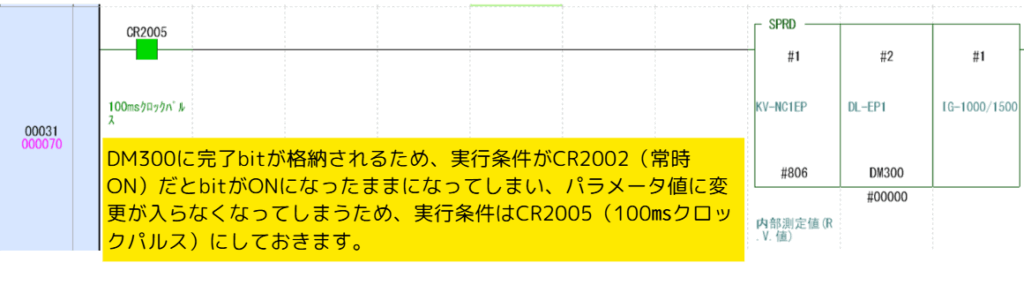
DM300以降の格納内容はDM300に完了/失敗ビット、DM301に完了コード、DM302に詳細完了コード、DM303に配列要素数、DM304以降に呼び出されたパラメータの内容が格納されるようになっていますので、DM304を使用していきます。
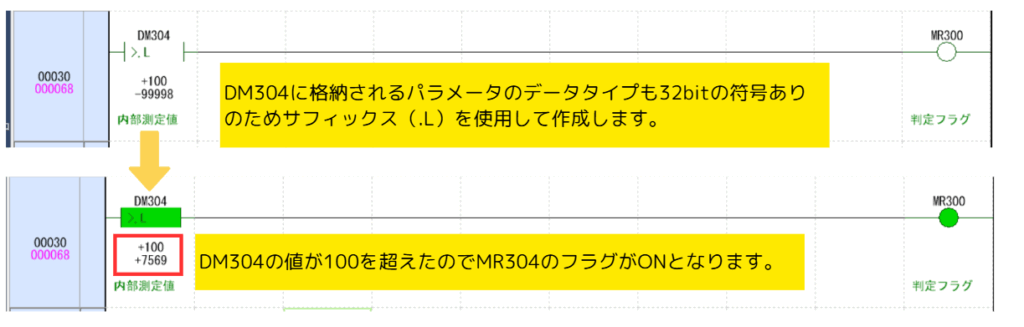
物体が通過するたびに内部測定値が変動していきますが、物体が何もないときは測定値は限りなく0に近くなります(物体がないときのDM304の値は-999998となっています)のでそれを利用して内部測定値が基準を上回った場合に立つフラグ(通過判定フラグ)を作成します。既述のとおりパラメータ値はDM304に格納されているので、DM304の値が100を超えた時にMR300がONするように比較演算を設定します。
物体通過フラグが作成されたので、MR300のフラグのがONとなる毎に、DM5000に回数を一回加算するという数式を代入文を使用して作成します。

これで、DM5000に回数が代入されるようになりました。
2.2 平均値の算出方法
1と2.1にてデータの読込と通過回数を確認することができるようになったので、データの合算値から平均値を算出するラダーを作成します。判定値はDM200に格納されるのでDM200の合算値をDM5002に格納し、DM5002をDM5000の回数で割った値(平均値)をDM5004に格納するように作成します。
