カウンタの設定について
実際にKVstudioでカウンタ処理を用いたラダープログラムを作成するとどうなるかみていきたいと思います。
PLC内でのカウンタの動き
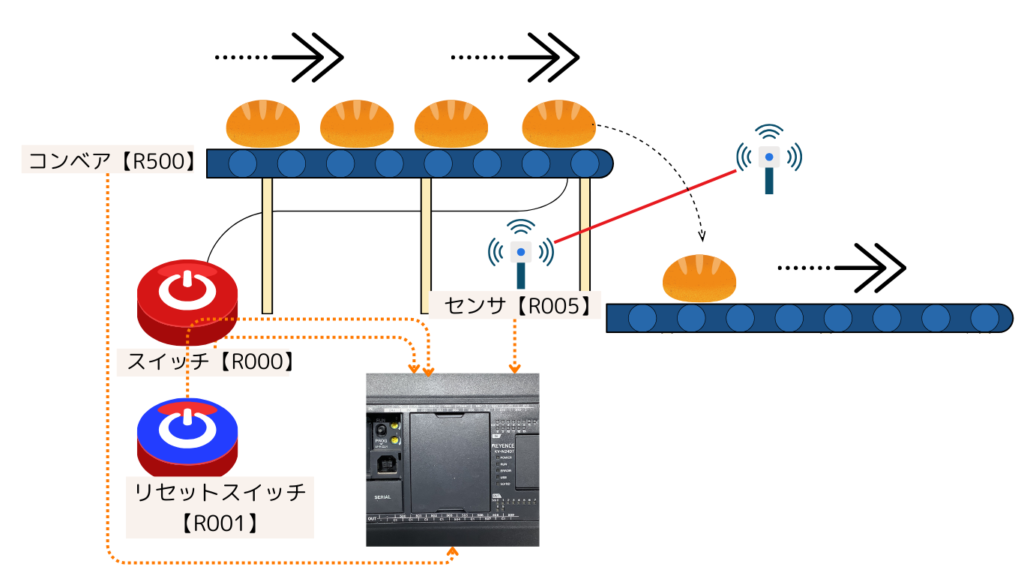
カウンタを使うにあたり、カウンタの外部の機器を接続しなくてもPLC内のプログラム上にカウンタという機能をもっています。そのカウンタはセンサーに物体が通ったときの入力信号の回数を数える働きをしてくれます。そしてカウンタに指定した回数に達したときにはじめてカウンタのデバイスがONになる仕組みになっています。わかりにくいと思いますので下のイラストを例にみてみましょう。
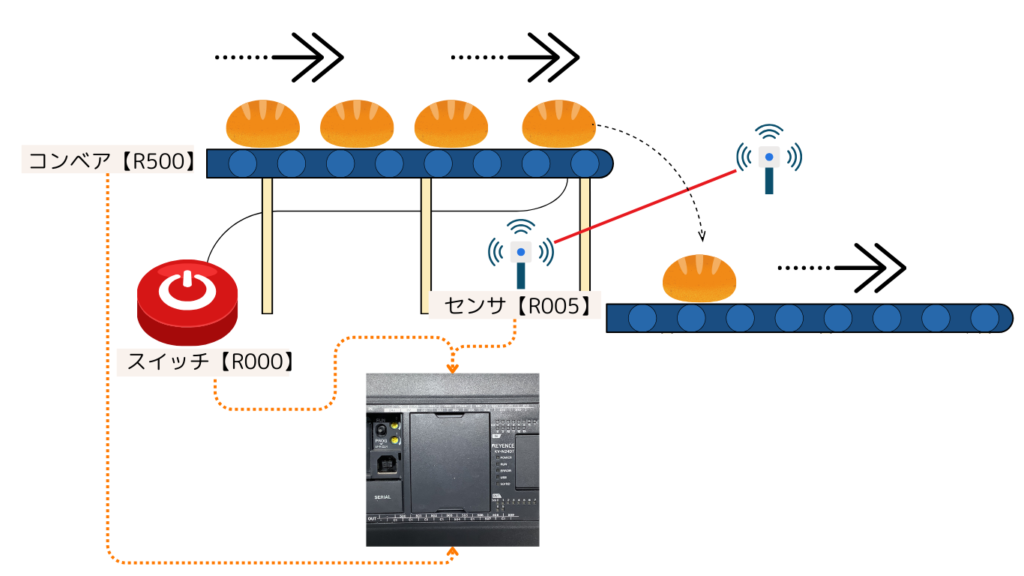
このイラストではベルトコンベア(以下、コンベア)からパンが流れてきて、センサを通過していきます。ここのセンサを通過する回数をPLC内でカウントしてもらう仕組みです。わざわざカウンタの機械を外で接続しなくても良いということがわかりますね。イメージがついたら、実際に、スイッチ【R000】をいれるとコンベア【R500】が動き始めてセンサ【R005】のカウントが50になったときにコンベアが停止するというプログラムを作ってみましょう。
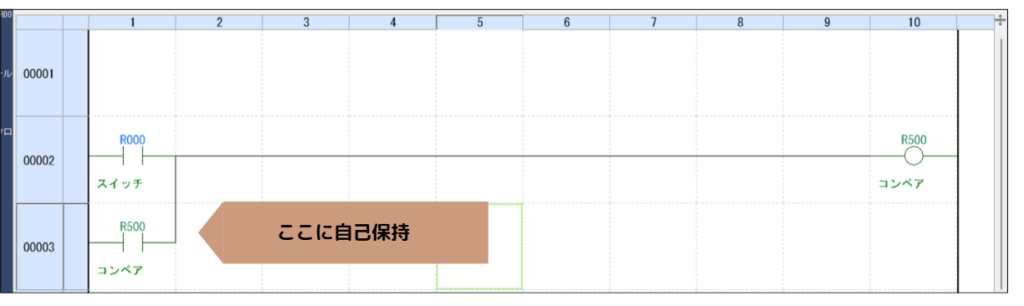
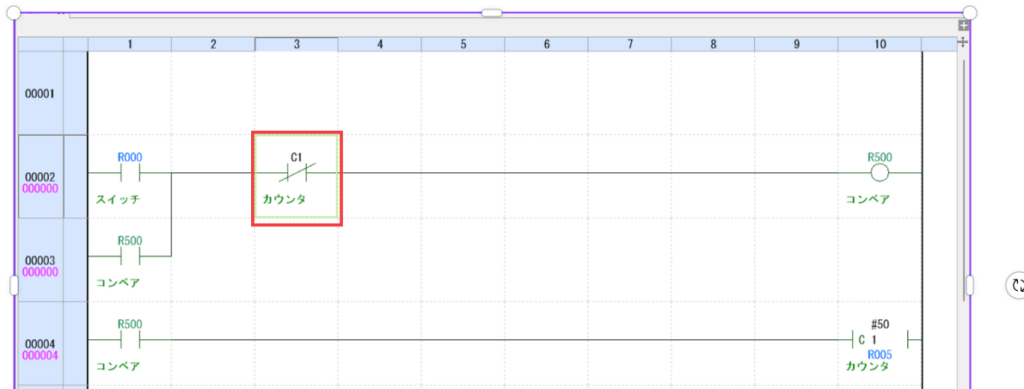
まずはスイッチをいれると、コンベアが動くラダーです。下記のように作成します。スイッチ【R000】がONになるとコンベア【R500】がONになりますが、自己保持がないと【R000】を離すと【R500】も止まってしますので自己保持として【R500】を持たせています。
次にカウンタの設定です。カウンタというデバイスをラダーに入力してあげます。
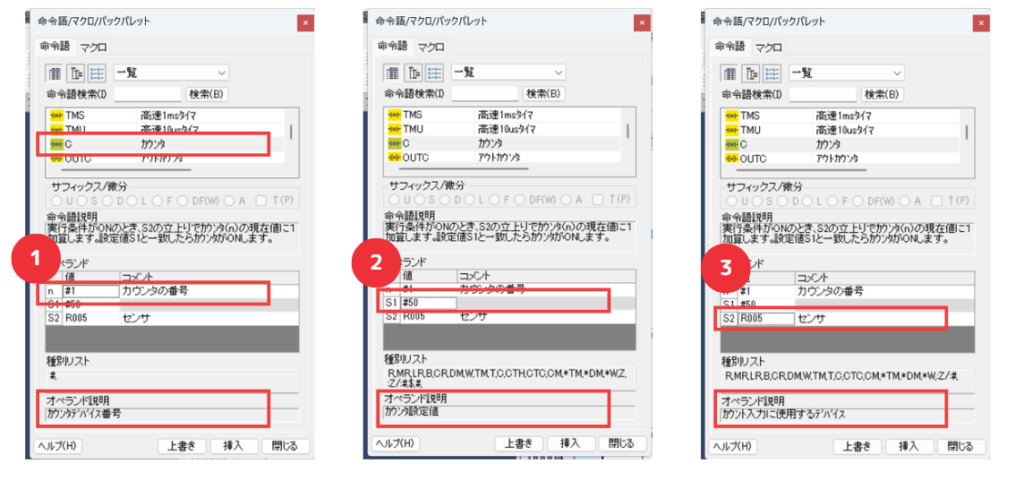
起動条件として、コンベア【R500】がONになったらカウンタを開始するようにします。カウンタ命令には”C”を使用します。入力は下記のようになります。
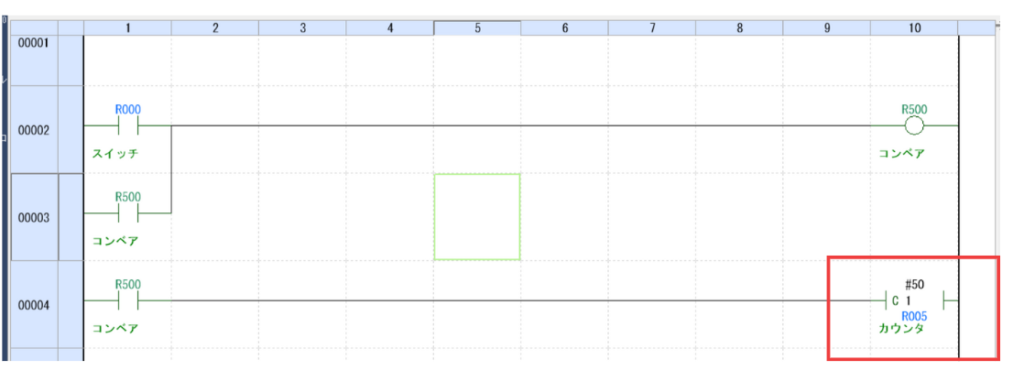
カウンタの設定には①カウンタのデバイス番号②カウンタの設定値③カウント入力に使用するデバイスの3か所入力が必要になります。今回は①の番号は「1」、②の設定値は「50」、③の入力デバイスには「R005」を入力します。
PLCの動きとしては、カウンタ【C1】が50のカウントが完了(カウントアップ)した時点ではじめて【C1】のデバイスがONとなります。50個以下の時はデバイスがOFFのままということですね。
【C1】のデバイスがONになることを利用して、今度はカウントアップしたらコンベアを停止するというラダーを追加します。一番最初に作ったラダーにコンベアを停止させるためのB接点をいれてあげます。
こうすることで、【C1】のカウンタが50個カウントアップした時点で、B接点が作動しコンベア【R500】も停止するということになります。
またカウンタのデバイスは、カウントアップ後はリセットの処理を行わない限りずっと50になったままになります。よって次の処理としてカウンタの値をリセットする手順が必要になります。先ほどのイラストにリセットボタン【R001】を追加してみました。
このリセットボタン【R001】をラダーにいれてカウンタをリセットしてみましょう。リセットはRESの命令文を使います。

上記のように入力しておくと、カウントアップ後に【C1】がON状態のまま、リセットボタン【R001】がONになると【C1】がリセットされ再びカウントができるようになります。